Fertilizer Equipment

Bucket elevators and conveyors are equipment that is widely used for efficiently transporting and lifting materials in fertilizer production. Bulk material handling equipment ensures the smooth movement of materials, either horizontally or vertically, at a consistent speed, optimizing production workflows.
-

- Bucket Elevator The bucket
elevator uses a series of attached buckets to transport materials vertically. When the drive
system starts, the buckets, mounted on either a chain or belt, collect materials from the
inlet at the base. As they ascend, the buckets transport the materials to the top, where they
are discharged either through tipping or centrifugal force. This system is ideal for handling
bulk materials in industries such as agriculture, fertilizer production, chemicals,
construction, and metallurgy.
- The upper and lower chain wheels are built with a modular structure, allowing for easy replacement of the rims, reducing maintenance costs.
- The lower section utilizes a counterweight lever tensioning system that automatically maintains consistent tension, preventing chain slippage or derailment, ensuring smooth operation.
-

- Trough Belt Conveyor The
trough belt conveyor, commonly known as a belt conveyor, operates based on the principle of
friction-driven movement and is ideal for transporting low-abrasive bulk materials like coal,
sand, grain, and fertilizers. It accommodates materials with a bulk density below 1.67 tons
per cubic meter, while operating in environments between -20°C and +40°C, and handling
material temperatures below 60°C.
- Low power consumption due to minimal relative movement between the material and the belt, resulting in reduced wear and tear, as well as higher productivity.
- Conveyor lines can be customized in length and configuration to fit various operational needs, allowing for material to be received or discharged at multiple points along the route.
-

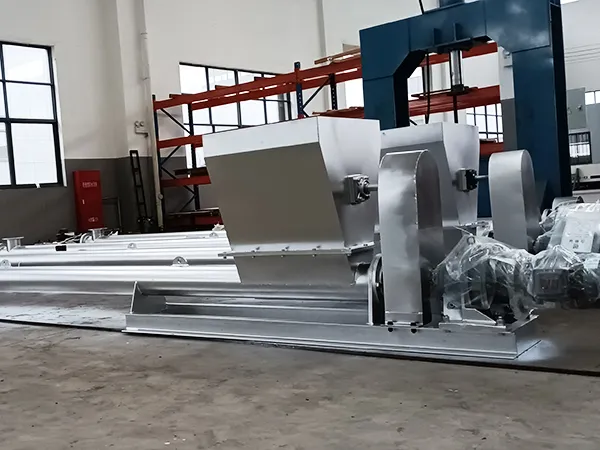
- Scraper Chain Conveyor
Scraper chain conveyors are ideal for transporting bulk materials such as powders, small
granules, and small blocks within a closed, rectangular housing. These conveying machines use
moving scraper chains to continuously transport materials. They can operate horizontally, at
an incline, or vertically, making them versatile for different configurations.
- The conveyor system allows for multiple feed and discharge points along the transport path, enabling efficient and adaptable bulk material handling.
- Material is transported within a sealed housing, making it suitable for handling large, toxic, explosive, or high-temperature materials while improving working conditions and reducing environmental pollution.
-

- Belt Weigher Belt weigher
systems offer an efficient solution for accurately weighing bulk materials as they move along
a conveyor belt. The system consists of a belt conveyor, load cells for weight detection, and
a variable frequency drive that ensures precise material flow control.
- Simple and convenient to operate, just load the material, start the system, and it will automatically weigh and regulate the feed.
- Ensures precise and consistent material flow, improving operational efficiency and reducing waste.
-
- Screw Conveyor Shaftless screw
conveyors are widely utilized across various industries, such as construction materials, power
generation, chemicals, metallurgy, coal, machinery, light industry, food processing, and
agriculture. This material handling equipment is designed for transporting powdered, granular,
and small lumpy materials like cement, coal powder, fertilizers, and ash.
- Its adaptable design allows for a versatile arrangement of inlet and outlet points.
- The integral construction ensures ease of maintenance and low manufacturing costs.
FAQ
What equipment is typically included in a fertilizer production line?
What equipment is typically included in a fertilizer production line?
A complete fertilizer production line, whether for
organic or compound fertilizers, usually features equipment for mixing, crushing, screening,
granulation, cooling, and coating. Each machine plays a key role in ensuring efficient
production and high-quality outputs.
What raw materials are commonly used in compound fertilizer
production?
What raw materials are commonly used in compound fertilizer
production?
To produce various types and concentrations of compound
fertilizers, manufacturers commonly mix materials like urea, ammonium chloride, MAP
(monoammonium phosphate), DAP (diammonium phosphate), MOP (muriate of potash), and SOP
(sulfate of potash). These materials help achieve the desired nutrient balance for different
crops.





